Жоғары беріктігі бар құрылымдық тапсырыс бойынша жасалған 6 дюймдік 8 дюймдік ыстықтай илектелген болат H арқалық





ӨНІМ ӨНДІРУ ПРОЦЕСІ
Сыртқы стандартты H-тәрізді болатты өндіру процесі әдетте келесі негізгі қадамдарды қамтиды:
Шикізатты дайындау: H-тәрізді болат өндіруге арналған шикізат әдетте болат дайындама болып табылады. Болат дайындаманы кейіннен өңдеу және қалыптау үшін тазалап, қыздыру қажет.
Ыстықтай илемдеу: Алдын ала қыздырылған болат дайындамасы өңдеу үшін ыстықтай илемдеу станына жіберіледі. Ыстықтай илемдеу станында болат дайындамасы бірнеше роликтермен илемделіп, біртіндеп H-тәрізді болаттың көлденең қимасының пішініне келтіріледі.
Суықтай өңдеу (міндетті емес): Кейбір жағдайларда, H-тәрізді болаттың дәлдігі мен бетінің сапасын жақсарту үшін ыстықтай илектелген H-тәрізді болат та суықтай өңделеді, мысалы, суықтай илектеу, созу және т.б.
Кесу және әрлеу: Прокаттау және суық өңдеуден кейін, H-тәрізді болатты тапсырыс берушінің талаптарына сәйкес кесіп, әрлеу қажет, бұл белгілі бір өлшем мен ұзындық талаптарына сәйкес келеді.
Беттік өңдеу: Өнімнің беткі сапасы мен коррозияға төзімділігін қамтамасыз ету үшін H-тәрізді болатты тазалап, тот баспайтын өңдеу.
Тексеру және қаптау: Өндірілген H-тәрізді болаттың сапасын тексеру, соның ішінде сыртқы түрін, өлшемдік дәлдігін, механикалық қасиеттерін және т.б. тексеру. Сынақтан өткеннен кейін ол қапталып, тұтынушыға жіберуге дайын болады.

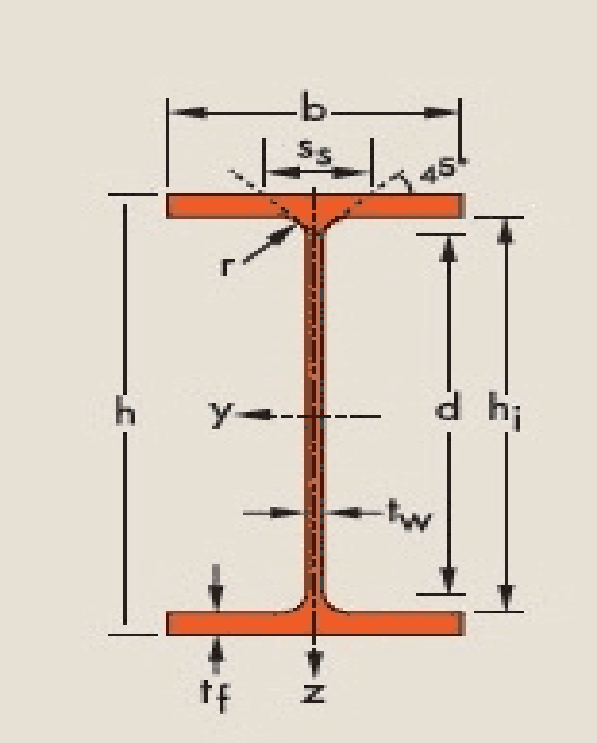
ӨНІМ ӨЛШЕМІ
| Белгілеу | Unt Салмақ кг/м) | Стандартты бөлім өлшем mm | Секциялық Ама (см²) | |||||
| W | H | B | 1 | 2 | r | A | ||
| HE28 | AA | 61.3 | 264.0 | 280.0 | 7.0 | 10.0 | 24.0 | 78.02 |
| A | 76.4 | 270.0 | 280.0 | 80 | 13.0 | 24.0 | 97.26 | |
| B | 103 | 280.0 | 280.0 | 10.5 | 18.0 | 24.0 | 131.4 | |
| M | 189 | 310.0 | 288.0 | 18.5 | 33.0 | 24.0 | 240.2 | |
| HE300 | AA | 69.8 | 283.0 | 300.0 | 7.5 | 10.5 | 27.0 | 88.91 |
| A | 88.3 | 200.0 | 300.0 | 85 | 14.0 | 27.0 | 112.5 | |
| B | 117 | 300.0 | 300.0 | 11.0 | 19.0 | 27.0 | 149.1 | |
| M | 238 | 340.0 | 310.0 | 21.0 | 39.0 | 27.0 | 303.1 | |
| HE320 | AA | 74.3 | 301.0 | 300.0 | 80 | 11.0 | 27.0 | 94.58 |
| A | 97,7 | 310.0 | 300.0 | 9.0 | 15.5 | 27.0 | 124.4 | |
| B | 127 | 320.0 | 300.0 | 11.5 | 20.5 | 27.0 | 161.3 | |
| M | 245 | 359.0 | 309.0 | 21.0 | 40.0 | 27.0 | 312.0 | |
| HE340 | AA | 78.9 | 320.0 | 300.0 | 85 | 11.5 | 27.0 | 100,5 |
| A | 105 | 330.0 | 300.0 | 9.5 | 16.5 | 27.0 | 133,5 | |
| B | 134 | 340.0 | 300.0 | 12.0 | 21.5 | 27.0 | 170.9 | |
| M | 248 | 377.0 | 309.0 | 21.0 | 40.0 | 27.0 | 315.8 | |
| HE360 | AA | 83.7 | 339.0 | 300.0 | 9.0 | t2.0 | 27.0 | 106.6 |
| A | 112 | 350.0 | 300.0 | 10.0 | 17.5 | 27.0 | 142.8 | |
| B | 142 | 360.0 | 300.0 | 12.5 | 22.5 | 27.0 | 180.6 | |
| M | 250 | 395.0 | 308.0 | 21.0 | 40.0 | 27.0 | 318.8 | |
| HE400 | AA | 92.4 | 3780 | 300.0 | 9.5 | 13.0 | 27.0 | 117.7 |
| A | 125 | 390.0 | 300.0 | 11.0 | 19.0 | 27.0 | 159.0 | |
| B | 155 | 400.0 | 300.0 | 13.5 | 24.0 | 27.0 | 197.8 | |
| M | 256 | 4320 | 307.0 | 21.0 | 40.0 | 27.0 | 325.8 | |
| HE450 | AA | 99.8 | 425.0 | 300.0 | 10.0 | 13.5 | 27.0 | 127.1 |
| A | 140 | 440.0 | 300.0 | 11.5 | 21.0 | 27.0 | 178.0 | |
| B | 171 | 450.0 | 300.0 | 14.0 | 26.0 | 27.0 | 218.0 | |
| M | 263 | 4780 | 307.0 | 21.0 | 40.0 | 27.0 | 335.4 | |
| Белгілеу | Бірлік Салмақ кг/м) | Стандартты секциялық Димерсия (мм) | Секция Аудан (см²) | |||||
| W | H | B | 1 | 2 | r | A | ||
| HE50 | AA | 107 | 472.0 | 300.0 | 10.5 | 14.0 | 27.0 | 136.9 |
| A | 155 | 490.0 | 300.0 | t2.0 | 23.0 | 27.0 | 197.5 | |
| B | 187 | 500.0 | 300.0 | 14.5 | 28.0 | 27.0 | 238.6 | |
| M | 270 | 524.0 | 306.0 | 21.0 | 40.0 | 27.0 | 344.3 | |
| HE550 | AA | t20 | 522.0 | 300.0 | 11.5 | 15.0 | 27.0 | 152.8 |
| A | 166 | 540.0 | 300.0 | t2.5 | 24.0 | 27.0 | 211.8 | |
| B | 199 | 550.0 | 300.0 | 15.0 | 29.0 | 27.0 | 254.1 | |
| M | 278 | 572.0 | 306.0 | 21.0 | 40.0 | 27.0 | 354.4 | |
| HE60 | AA | t29 | 571.0 | 300.0 | t2.0 | 15.5 | 27.0 | 164.1 |
| A | 178 | 500.0 | 300.0 | 13.0 | 25.0 | 27.0 | 226.5 | |
| B | 212 | 600.0 | 300.0 | 15.5 | 30.0 | 27.0 | 270.0 | |
| M | 286 | 620.0 | 305.0 | 21.0 | 40.0 | 27.0 | 363.7 | |
| HE650 | AA | 138 | 620.0 | 300.0 | t2.5 | 16.0 | 27.0 | 175.8 |
| A | 190 | 640.0 | 300.0 | t3.5 | 26.0 | 27.0 | 241.6 | |
| B | 225 | 660.0 | 300.0 | 16.0 | 31.0 | 27.0 | 286.3 | |
| M | 293 | 668.0 | 305.0 | 21.0 | 40.0 | 27.0 | 373.7 | |
| HE700 | AA | 150 | 670.0 | 300.0 | 13.0 | 17.0 | 27.0 | 190.9 |
| A | 204 | 600.0 | 300.0 | 14.5 | 27.0 | 27.0 | 260.5 | |
| B | 241 | 700.0 | 300.0 | 17.0 | 32.0 | 27.0 | 306.4 | |
| M | 301 | 716.0 | 304.0 | 21.0 | 40.0 | 27.0 | 383.0 | |
| HE800 | AA | 172 | 770.0 | 300.0 | 14.0 | 18.0 | 30.0 | 218.5 |
| A | 224 | 790.0 | 300.0 | 15.0 | 28.0 | 30.0 | 285.8 | |
| B | 262 | 800.0 | 300.0 | 17.5 | 33.0 | 30.0 | 334.2 | |
| M | 317 | 814.0 | 303.0 | 21.0 | 40.0 | 30.0 | 404.3 | |
| HE800 | AA | 198 | 870.0 | 300.0 | 15.0 | 20.0 | 30.0 | 252.2 |
| A | 252 | 800.0 | 300.0 | 16.0 | 30.0 | 30.0 | 320.5 | |
| B | 291 | 900.0 | 300.0 | 18.5 | 35.0 | 30.0 | 371.3 | |
| M | 333 | 910.0 | 302.0 | 21.0 | 40.0 | 30.0 | 423.6 | |
| HEB1000 | AA | 222 | 970.0 | 300.0 | 16.0 | 21.0 | 30.0 | 282.2 |
| A | 272 | 0.0 | 300.0 | 16.5 | 31.0 | 30.0 | 346.8 | |
| B | 314 | 1000.0 | 300.0 | 19.0 | 36.0 | 30.0 | 400.0 | |
| M | 349 | 1008 | 302.0 | 21.0 | 40.0 | 30.0 | 444.2 | |
EНью-Хэмпшир-Пішінді болат
Сынып: EN10034:1997 EN10163-3:2004 ж.
Сипаттамасы: HEA HEB және HEM
Стандарт: EN
ЕРЕКШЕ ӨЗГЕШЕЛІКТЕРІ
1. Тамаша механикалық қасиеттер
Мықты иілуге төзімділік: Үлкен көлденең қима инерция моменті (Ix) бар кең және қалың фланецтер I-сәулелерден айтарлықтай асып түседі (бірдей салмақта 30%-50% жоғары).
Тамаша қысу тұрақтылығы: Фланецтер торға перпендикуляр орналасқан, бұл жергілікті бүгілу кезіндегі жоғары кернеуді тудырады, бұл оларды бағандарды тіреуге жарамды етеді.
Теңгерімді биаксиалды қаттылық: X және Y осьтерінің инерция моменттері ұқсас (мысалы, HM түрі), бұл көлденең күшке тамаша төзімділікті қамтамасыз етеді.
2. Жеңіл және үнемді
Беріктік пен салмақтың жоғары қатынасы: бірдей жүк көтергіштігі үшін кәдімгі I-тәрізді арқалықтарға қарағанда 15%-20% жеңіл (құрылымдық жүктемелер мен іргетас шығындарын азайтады).
Материалды үнемдеу: Жоғары көлденең қима тиімділігі болатты пайдалануды азайтады (мысалы, 30 метрлік зауыт ғимараты үшін H-тәрізді арқалықтар бетон арқалықтарға қарағанда 40%-ға аз болат пайдаланады).
3. Ыңғайлы және тиімді құрылыс
Оңай болттау: Тегіс фланец беті жоғары беріктікті болттарды бекітуді жеңілдетеді.
Азайтылған дәнекерлеу: Стандартталған компоненттер зауытта алдын ала дайындалады, бұл құрылыс алаңында жылдамырақ жинауға мүмкіндік береді (құрылыс уақытын 30%-ға қысқартады).
4. Жоғары стандартталған көлденең қима сипаттамалары
Ұлттық стандарт (GB/T 11263): HW (кең фланец), HM (орташа фланец) және HN (тар фланец) сериялары, 100×100-ден 1000×300 мм-ге дейінгі өлшемдерді қамтиды.
Американдық стандарт (ASTM A36): W сериясы (мысалы, W12×30) жалпыға бірдей қабылданған.
ӨНІМДІ ТЕКСЕРУ
H-тәрізді болатты тексеруге қойылатын талаптар негізінен келесі аспектілерді қамтиды:
Беткі ақаулар
Рұқсат етілмеген:
Тереңдігі 0,3 мм-ден асатын жарықтар, тыртықтар немесе қатпарлар;
Беріктікке әсер ететін тот басатын шұңқырлар (қабырға қалыңдығының 5%-дан астам тереңдігі);
Мырыш жабынын ажырату (коррозияға төзімді модельдер үшін).
Рұқсат етілген кішігірім ақаулар:
Жергілікті сызаттар тереңдігі ≤ 0,2 мм;
Қалқанша аймағы ≤ 1 см²/м².

ӨНІМГЕ ҚОЛДАНУ
Сыртқы стандартты H-сәулелері құрылыс және инженерия салаларында кеңінен қолданылады, соның ішінде келесі аспектілер:
Құрылымдық инженерия, көпір инженериясы, машина жасау, кеме жасау, болат конструкцияларын салу,

ҚАПТАУ ЖӘНЕ ЖЕТКІЗУ
Сыртқы стандартты H-сәулелерін орау және тасымалдау әдетте келесі қадамдарды орындауды талап етеді:
Қаптама: H-тәрізді болат әдетте бетін зақымданудан қорғау үшін тұтынушының талаптарына сәйкес қапталады. Қаптаудың кең таралған әдістеріне жалаңаш қаптама, ағаш паллет қаптамасы, пластик қаптама және т.б. жатады. Қаптау кезінде H-тәрізді болаттың бетінің сызылмағанына немесе коррозияланбағанына көз жеткізу қажет.
Таңбалау: Идентификациялауды және басқаруды жеңілдету үшін қаптамада өнім туралы анық ақпаратты, мысалы, үлгіні, сипаттаманы, санын және т.б. белгілеңіз.
Тиеу: Қапталған H-тәрізді болатты тиеу және тасымалдау кезінде өнімнің зақымдалуын болдырмау үшін тиеу процесінде соқтығысу немесе экструзия болмайтынына көз жеткізу қажет.
Тасымалдау: Жүк көліктері, теміржол көлігі және т.б. сияқты тиісті тасымалдау құралдарын таңдап, тұтынушының талаптары мен тасымалдау қашықтығына сәйкес тиісті тасымалдау әдісін таңдаңыз.
Жүк түсіру: Белгіленген жерге жеткеннен кейін, H-тәрізді болаттың зақымдалуын болдырмау үшін түсіру операциясын мұқият орындау қажет.
Сақтау: Ылғалдың немесе басқа да жағымсыз әсерлердің алдын алу үшін H-тәрізді болатты құрғақ және желдетілетін қоймада сақтаңыз.

КОМПАНИЯНЫҢ КҮШІ

Жиі қойылатын сұрақтар
1. Сізден қалай баға ұсынысын ала аламын?
Сіз бізге хабарлама қалдыра аласыз, біз әрбір хабарламаға уақытында жауап береміз.
2. Тауарды уақытында жеткізесіз бе?
Иә, біз ең жақсы сапалы өнімдерді ұсынуға және уақытында жеткізуге уәде береміз. Адалдық - біздің компаниямыздың қағидасы.
3. Тапсырыс бермес бұрын үлгілерді ала аламын ба?
Иә, әрине. Әдетте біздің үлгілеріміз тегін, біз сіздің үлгілеріңіз немесе техникалық сызбаларыңыз бойынша жасай аламыз.
4. Төлем шарттары қандай?
Біздің әдеттегі төлем мерзімі - 30% депозит, ал қалғаны B/L. EXW, FOB, CFR, CIF.
5. Сіз үшінші тарап тексеруін қабылдайсыз ба?
Иә, міндетті түрде қабылдаймыз.
6. Біз сіздің компанияңызға қалай сенеміз?
Біз болат бизнесінде көп жылдар бойы алтын жеткізуші ретінде маманданғанбыз, штаб-пәтері Тяньцзинь провинциясында орналасқан, кез келген жолмен зерттеуге шақырамыз.
Өнім санаттары
-

Q195 Q235 Q345 жалпақ болат серіппелі болат жалпақ штанга...
-

Гальванизацияланған дәнекерленген Heb Beam көтерме H секциясы ...
-

Q345 суықтай жайылған мырышталған C арнасын өндіру ...
-

Қытай мырышталған құбырлы шаршы көміртекті болат ...
-

Ыстықтай батырылған мырышталған жоғары беріктігі бар RMC құбырлары...
-

Алдын ала боялған мырышталған болат катушкалар PPGI алдын ала бояу...