Жоғары сапалы Q235B Q345B Ыстық илектелген болат катушкалар құрылыс материалы





Өнімнің егжей-тегжейі
| Өнім атауы | Hotselling Ең жақсы сапа Үлкен сомаЫстық илектелген болат катушкалар |
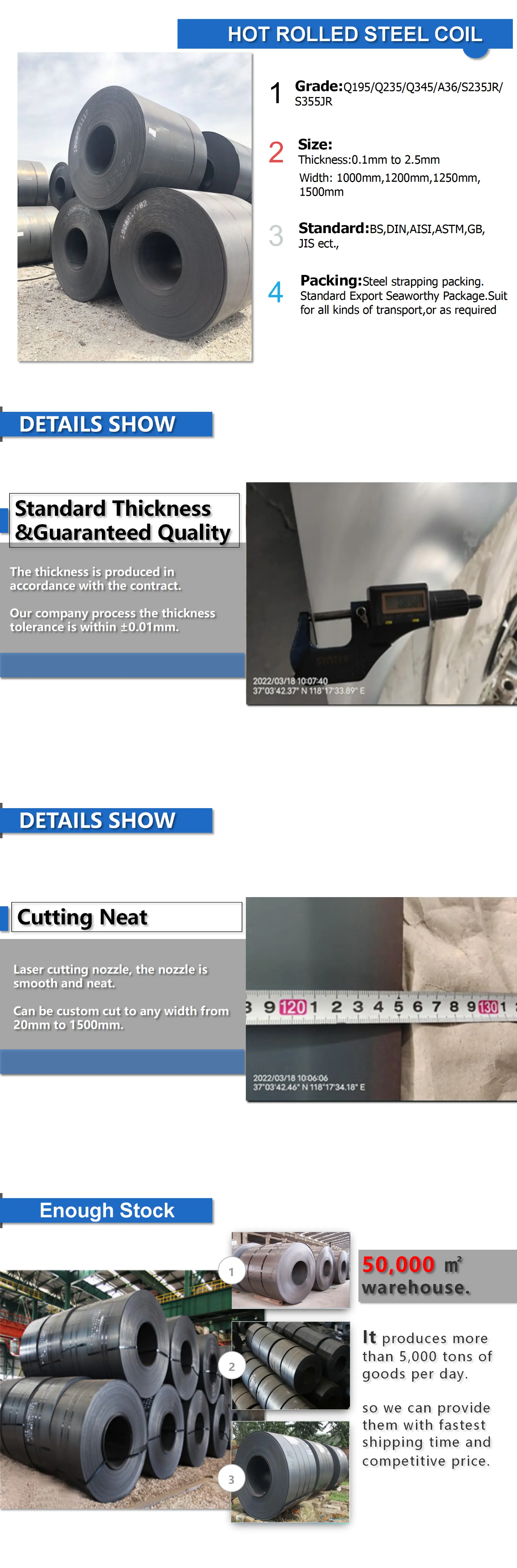
| Материал | Q195/Q235/Q345/A36/S235JR/S355JR |
| Қалыңдығы | 1,5мм~24мм |
| Өлшем | 3x1219мм 3,5x1500мм 4x1600мм 4,5x2438мм теңшелген |
| Стандартты | ASTM A53-2007, ASTM A671-2006, ASTM A252-1998, ASTM A450-1996, ASME B36.10M-2004, ASTM A523-1996, BS 1387, BS EN10296 |
| 6323, BS 6363, BS EN10219, GB/T 3091-2001, GB/T 13793-1992, GB/T9711 | |
| Баға | A53-A369, Q195-Q345, ST35-ST52 |
| А сыныбы, В сыныбы, С сыныбы | |
| Техника | Ыстық прокат |
| Қаптама | Бума немесе барлық түстермен ПВХ немесе сіздің талаптарыңыз бойынша |
| Құбыр ұштары | Тегіс ұшы/қиғаш, екі ұшы пластик қақпақтармен қорғалған, кесілген, ойық, бұрандалы және муфта т.б. |
| MOQ | 1 тонна, көп мөлшердегі баға төмен болады |
| Беттік өңдеу | 1. Диірмен дайын /Мырышталған /тот баспайтын болат |
| 2. ПВХ, Қара және түсті бояу | |
| 3. Мөлдір май, тотқа қарсы май | |
| 4. Клиенттердің талабы бойынша | |
| Өнімді қолдану | 1. Құрылыс конструкцияларын өндіру, |
| 2. көтергіш машиналар, | |
| 3. инженерлік, | |
| 4. ауыл шаруашылығы және құрылыс машиналары, | |
| Шығу тегі | Тяньцзинь Қытай |
| Сертификаттар | ISO9001-2008, SGS.BV, TUV |
| Жеткізу уақыты | Әдетте аванстық төлемді алғаннан кейін 10-15 күн ішінде |
Негізгі қолданба
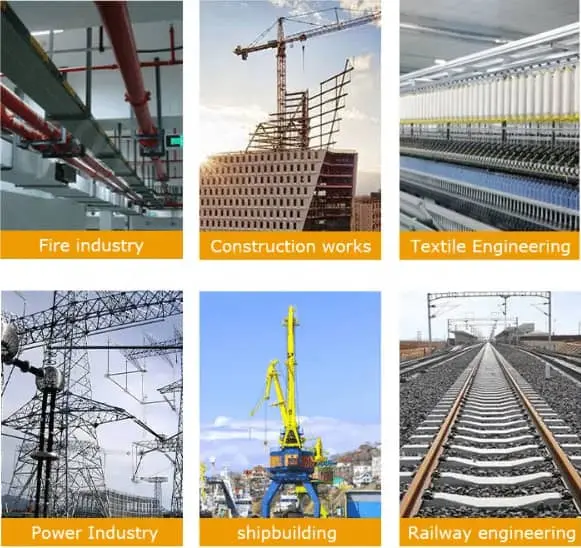
1.Сұйықтық / Газ жеткізу, Болат құрылымы, Құрылыс;
2.ROYAL GROUP ERW/Дәнекерленген дөңгелек көміртекті болат құбырлар, жоғары сапалы және күшті жеткізу қабілеті болат конструкциясы мен құрылысында кеңінен қолданылады.
Ескерту:
1.Тегін іріктеу, 100% сатудан кейінгі сапаны қамтамасыз ету, кез келген төлем әдісін қолдау;
2.Дөңгелек көміртекті болат құбырлардың барлық басқа сипаттамалары сіздің талаптарыңызға сәйкес қол жетімді (OEM & ODM)! ROYAL GROUP компаниясынан алатын зауыттық баға.
Өлшем кестесі
| Қалыңдығы (мм) | 3 | 3.5 | 4 | 4.5 | 5 | 5.5 | теңшелген |
| Ені (мм) | 800 | 900 | 950 | 1000 | 1219 | 1000 | теңшелген |
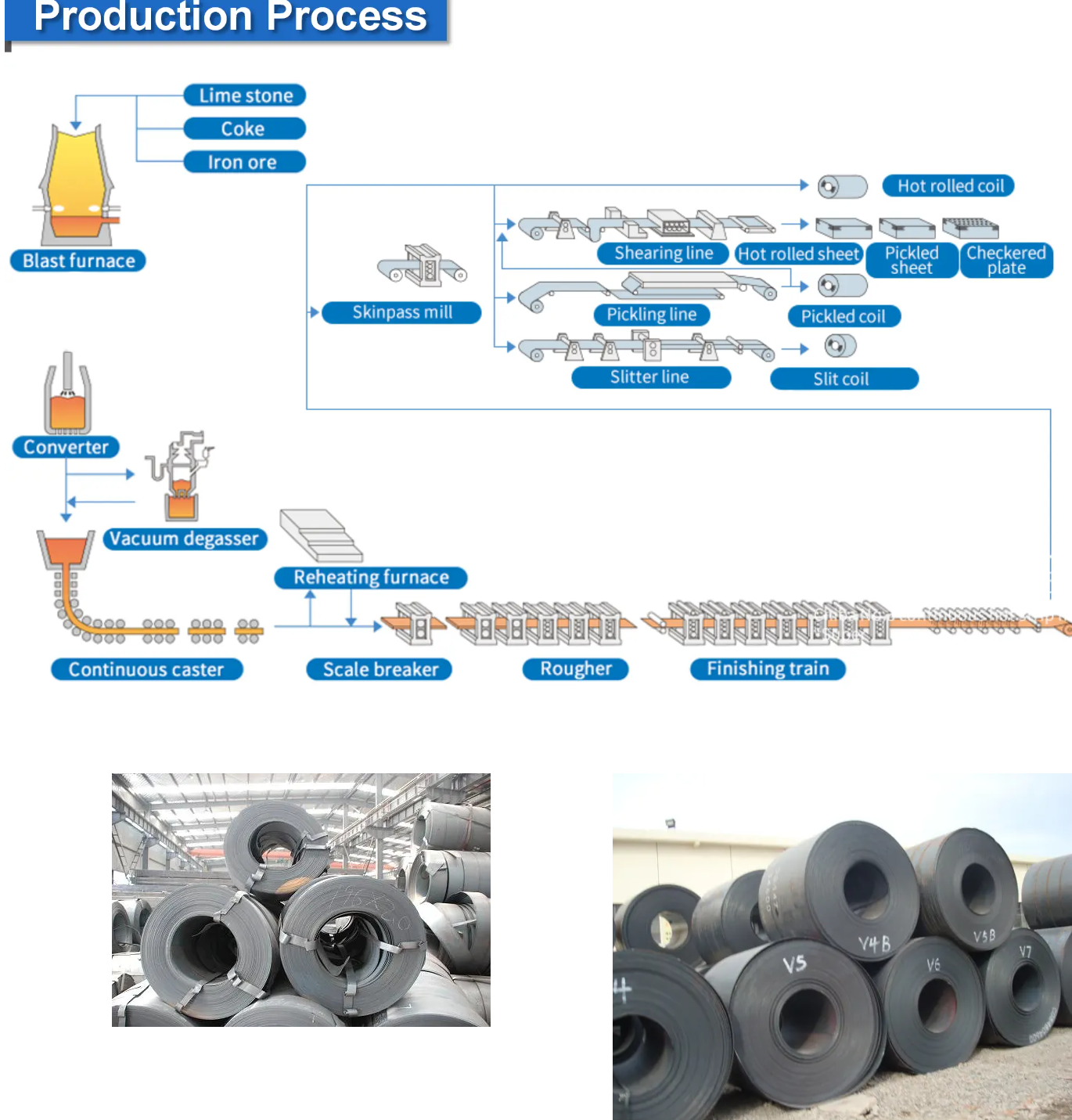
Өндіріс процесі
Ыстықтай илектелген болат орамды өндіру процесі болат өндірісінің негізгі буыны болып табылады. Ол негізінен болат дайындаманы жоғары температурада илектеу арқылы қажетті пластина пішініне келтіреді. Оның негізгі қадамдары мыналар:
Шикізатты дайындау
Шикізат ретінде үздіксіз құю дайындамасын немесе бастапқы илектеу дайындамасын пайдаланыңыз, ал дайындаманың қалыңдығы әдетте 150-300 мм.
Домалау сапасын қамтамасыз ету үшін оксид шкаласын және ақауларды жою үшін дайындаманың беті тазаланады (мысалы, жалынмен тазалау немесе механикалық ұнтақтау).
Жылыту
Дайындаманы аустенизациялау температурасына дейін жеткізу және пластиктенуді жақсарту үшін қадамдық сәулелік қыздыру пешіне жіберіледі және 1100-1300 ℃ дейін қызады.
Шамадан тыс жануды немесе жеткіліксіз температураны болдырмау үшін қыздыру уақытын және температураның біркелкілігін бақылаңыз.
Дөрекі прокат
Аралық дайындаманы қалыптастыру үшін дайындаманың қалыңдығы қайтымды дөрекі илемдеу станы (мысалы, екі орамды немесе төрт орамды диірмен) арқылы 30-50 мм дейін азайтылады.
Жоғары қысымды суды қақтан тазарту беткі оксид қабатын кетіру үшін әрбір жылжымалы өтуден кейін орындалуы мүмкін.
Домалауды аяқтау
Аралық дайындама әрлеу станына түседі (әдетте 6-7 төрт орамды немесе алты орамды диірмен) және үздіксіз илемдеу арқылы мақсатты қалыңдыққа (мысалы, 1,2-25 мм) дейін біртіндеп жұқартады.
Өлшемдік дәлдік пен пластина пішінінің түзулігін қамтамасыз ету үшін AGC (қалыңдықты автоматты түрде басқару) және пластина пішінін басқару жүйесі қолданылады.
Жылулық деформация мен тозуды болдырмау үшін илемдеу кезінде роликтерді салқындату және майлау қажет.
Салқындату
Ламинарлы салқындату жүйесі су көлемін және салқындату жылдамдығын (мысалы, 30-50 ℃/с) бақылау арқылы болат жолақты соңғы илемдеу температурасынан (шамамен 800℃) бөлме температурасына дейін жылдам салқындату үшін қолданылады.
Салқындату процесі болат катушкасының микроқұрылымына (феррит пен перлит қатынасы сияқты) және механикалық қасиеттеріне тікелей әсер етеді.
Орамдау
Болат жолақ қысқыш шығыршық пен катушка арқылы болат катушкаға оралады және катушка пішінінің тығыз болуын және бос орамның болмауын қамтамасыз ету үшін шиеленіс 100-500Н/мм² деңгейінде бақыланады.
Жұмысты оңтайландыру үшін орама температурасы әдетте 550-700 ℃ деңгейінде бақыланады.
Кейінгі емдеу
Беттік өңдеу: оксидті шөгінді кетіру үшін маринадтау немесе мырыштау, алюминиймен қаптау және басқа жабын өңдеу.
Күйдіру: материалдың икемділігін жақсарту (мысалы, суық илектеу алдында қайта кристалдану жасыту).
Тегістеу: шығымдылық платформасын жою және жылжу жылдамдығын азайту арқылы бетті өңдеуді жақсарту.
Сапаны тексеру және орау: көлемін, механикалық қасиеттерін және бетінің сапасын тексеріп, тапсырыс берушінің талаптарына сәйкес орауды, байлауды және белгілеуді.
Орау және тасымалдау
Әдетте жалаңаш пакет

Тасымалдау:Экспресс (үлгі жеткізу), әуе, теміржол, құрлық, теңіз арқылы тасымалдау (FCL немесе LCL немесе жаппай)

Жиі қойылатын сұрақтар
1. Сізден бағаны қалай алуға болады?
Сіз бізге хабарлама қалдыра аласыз, біз әр хабарламаға уақытында жауап береміз.
2. Тауарды уақытында жеткізесіз бе?
Иә, біз ең жақсы сапалы өнімдерді және уақытында жеткізуді қамтамасыз етуге уәде береміз. Адалдық - бұл біздің компанияның қағидасы.
3. Тапсырыс алдында үлгілерді ала аламын ба?
Иә әрине. Әдетте біздің үлгілеріміз тегін, біз сіздің үлгілеріңіз немесе техникалық сызбаларыңыз бойынша жасай аламыз.
4. Төлем шарттары қандай?
Біздің әдеттегі төлем мерзімі - 30% депозит, ал қалғаны B/L.
5. Сіз үшінші тараптың тексеруін қабылдайсыз ба?
Иә, мүлде қабылдаймыз.
6. Біз сіздің компанияңызға қалай сенеміз?
Біз алтын жеткізуші ретінде көптеген жылдар бойы болат бизнесіне маманданамыз, штаб-пәтері Тяньцзинь провинциясында орналасқан, кез келген жолмен тергеуге қош келдіңіз.
Өнім санаттары
-

Тозуға төзімді көміртекті ыстық илектелген 6мм 12мм 25мм ...
-

Ең жақсы баға жоғары сапалы ERW 6 метрлік дәнекерленген болат...
-

Қытай Q355B ыстық илектелген болат парағын шығарады ...
-

Зауыт Q235 Q345 ыстық илектелген көміртекті болат құбыр ...
-

Қытай зауыты ыстық илектелген көміртекті болаттан жасалған катушкалар
-

Зауыттық бағасы Жоғары сапалы Ыстық прокат көміртекті...